固态储氢合金“诞生记”
2026/4/16
随着绿色氢能从实验室走向产业现场,固态储氢合金以其安全、高密度、长寿命的独特优势,成为氢能储运的关键载体之一。它不是天然存在的矿物,而是人类在原子尺度上的又一次开发设计、在高温真空炉体中熔炼锻造、在精密调控的破碎制粉中诞生的 “氢能海绵”。本文小编将以工业主流的几种类型的储氢合金为例,完整还原从原材料入厂到成品出库的全流程,带您一同探寻一块固态储氢合金的完整生命周期。

图1 铸态储氢合金
一、物料配比:为 “储氢”合金量身定制的元素组合
固态储氢合金的诞生,始于对元素的精准选择。并非所有金属都能储氢,只有具备特殊晶格结构、能可逆吸放氢的金属组合,才有可能能成为合格的“储氢”合金原料。
工业主流储氢合金主要分为三类:AB5型稀土系储氢合金、AB2型钛锰基储氢合金、镁基高容量系储氢合金。它们的原料均为高纯单质金属:稀土镧/铈、镁、镍、锰、钛、锆、铝、钴等,纯度要求≥99.9%,部分高端产品达99.99%,杂质含量严格控制在 ppm 级 。
高纯金属原料是固态储氢合金的“基石”,其纯度、成分、表面状态、物理性能直接决定合金最终储氢容量、动力学性能、循环寿命与使用安全性。因此,原材料进厂检验不是简单的 “点数验收”,而是一套覆盖化学成分、物理状态、表面质量、杂质控制的全方面检测体系。只有全部指标合格,原料才能进入配料工序。
原料检测合格后进入配方计算与精确配料环节,工程师按化学计量比,用高精度电子秤称量每一种金属,考虑高温烧损进行适当微调。这一步是灵魂,元素比例差千分之一,储氢容量、循环寿命、活化性能都会天差地别。
二、真空熔炼:在极致洁净中熔铸合金灵魂
配料完成后,原料进入真空感应熔炼炉,这是固态储氢合金最核心的成型工段。
1.装料与封炉:按 “难熔在下、易熔在上” 原则分层装炉,保证“难熔”金属均放置于感应线圈的前提下能有效防止轻金属提前挥发;
2.抽真空:炉内抽到高真空,去除氧气、水分;再充入高纯氩气反复洗炉,确保无残留杂质;
3.感应加热熔化:中频电流产生交变磁场,金属内部生热,从块料变为均匀熔融状态,电磁搅拌让成分高度均一,温度控制在1200~1600℃;
4.保温均质:定时保温,消除成分偏析,让原子充分扩散;
5.浇注成型:熔融金属注入模具,通过冷却水快速冷却得到储氢合金锭。
出炉的铸锭呈银灰色,内部已形成规则晶格 ,那些微小的多面体间隙,就是未来 “锁住” 氢原子的 “房间”。
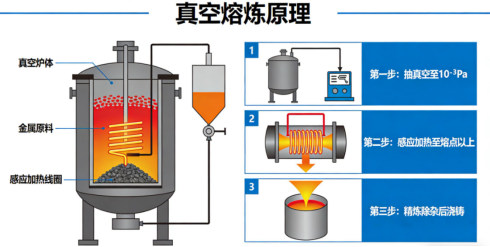
图2 真空熔炼原理图
三、均匀化退火:消除内应力,唤醒晶格活性

图3 高真空热处理炉
为消除铸态合金内部应力、成分偏析、晶格缺陷等会直接影响到吸氢慢、易粉化、寿命短的致命缺陷,铸态合金必须进入高真空退火炉做热处理。
热处理过程中的高温让原子重新有序排列,消除偏析,释放内应力,优化晶格参数,使得退火后的合金更均匀、更稳定,为后续更好吸放氢打下基础。
四、破碎与制粉:扩大界面,让氢气 “一触吸放”
固态储氢依靠的是表面吸附+晶格扩散的手段进行吸放氢,比表面积越大,动力学越好,因此要把合金锭变成超细粉末。
粗破碎:机械破碎成小颗粒,去除氧化皮;
气流磨:在氮气保护下行气流磨,通过打入高压力氮气产生的高速气流使物料相互碰撞实现超细粉碎,得到200~600 目超细粉;
筛分与分级:按粒径筛选,保证粒度均匀。
磨粉全工艺过程无氧无水,否则粉末氧化自燃、性能报废。每一粒成品粉末都是高效的储氢单元。

图4 储氢合金粉末
五、检测与出厂:严苛把关,确保万无一失
出厂前做全性能检测:包括,成分、结构、储氢性能、动力学、寿命、粒度、形貌、比表面积、杂质等。确认产品合格后,进行真空或密封包装。
六、从原子到应用:固态储氢合金的使命
一块固态储氢合金,历经原料入库 — 配料 — 真空熔炼 — 退火 — 破碎制粉 — 检测出厂六大环节,跨越从原料到成品的完整旅程,它把危险的氢气 “锁” 在金属当中,以体积储氢密度是高压气态 3 倍以上的优势,让氢能更安全、更高效、更普及。
它是材料科学的精密作品,是氢能时代的基石。从实验室配方到工厂炉体产业化量产,从高纯金属到晶格海绵,固态储氢合金的诞生,是人类用智慧驾驭氢能的生动见证,未来,随着高熵合金、纳米复合、低成本等等一些列规模化技术不断进步,固态储氢合金将更轻、更高容量、更亲民,成为绿色能源网络中不可或缺的 “能量钥匙”。
中科轩达新能源科技有限公司 版权所有 蒙ICP备2023000747号-1 免责声明